Alternativa de anodização em aço: Soluções de Acabamento de Superfície de Usinagem CNC de Precisão para Revestimento de Óxido Preto
Na indústria de prototipagem rápida e usinagem CNC de precisão, recebemos RFQs de engenheiros de todo o mundo todos os dias. Na maior parte do tempo, os desenhos são claros e inequívocos. Mas, ocasionalmente, há situações que podem transformar peças em sucata — como o exemplo de hoje: um requisito de tratamento superficial fisicamente impossível de alcançar, como a anodização em peças de aço.
Este projeto veio do campo europeu de montagem mecânica industrial, envolvendo duas partes que exigiam carburação e têmpera: dureza Rockwell HRC 56±2, profundidade efetiva da camada endurecida 0,3+0,1mm, tolerância geral conforme ISO 2768-f, e o desenho explicitamente exigido: "Acabamento superficial: anodização preta."
Para muitas oficinas de usinagem sem experiência avançada em engenharia, eles podem simplesmente fornecer um orçamento e acabar produzindo sucata. Porque o aço não pode usar o processo padrão de anodização com alumínio. A anodização direta levaria à rejeição do produto e falha de desempenho.
Neste artigo, vamos compartilhar como a Brightstar Prototype CNC Co., Ltd utiliza tecnologia profissional de engenharia de acabamento de superfícies para corrigir mal-entendidos no design dos clientes e oferecer alternativas viáveis.


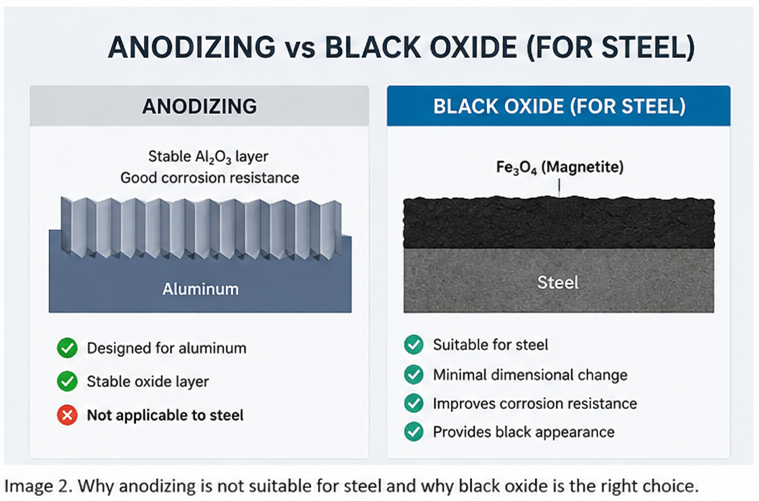
Quando "anodização" aparece em desenhos de aço
Alguns projetistas e engenheiros de produto trabalham extensivamente com alumínio por longos períodos. A anodização confere ao alumínio uma cor preta linda, excelente resistência ao desgaste e resistência à corrosão. Como resultado, quando mais tarde mudam para o design de componentes de aço de alta resistência, o pensamento inercial pode levá-los a especificar "Acabamento superficial: Anodização."
O princípio central da anodizização é colocar o metal como ânodo em uma solução eletrolítica e aplicar corrente para causar uma reação de oxidação em sua superfície, gerando um filme de óxido metálico. O eletrólito anodizante e os parâmetros são projetados para o filme de óxido de alumínio (Al₂O₃). Durante a anodização, o alumínio gera Al₂O₃ (óxido de alumínio), que possui uma estrutura densa e estável e forte aderência ao substrato subjacente de alumínio. No entanto, quando o aço é colocado no mesmo banho, o elemento de ferro no aço gera uma mistura de FeO, Fe₂O₃ e Fe₃O₄ sob condições de anodização. A camada de óxido é solta, rachada e não pode formar uma película protetora densa; em vez disso, ela forma produtos de corrosão soltos e facilmente descascados. É por isso que o aço não pode ser anodizado. Se alguém tentar "anodizar à força", a superfície do aço não alcançará a aparência e o desempenho desejados, tornando-se sucata.
O Verdadeiro Custo dos Erros no Tratamento de Superfícies
De acordo com uma pesquisa da Society of Manufacturing Engineers (SME), aproximadamente 23% de todas as causas de sucata de usinagem estão relacionadas a especificações incorretas de tratamento de superfície. Na fase de prototipagem rápida, a reformulação do projeto causada por desajustes entre materiais e processos estende os prazos de entrega do projeto em média de 5 a 8 dias úteis.
Caminho de Decisão de Tratamento Correto de Superfície Brightstar
O diagrama a seguir mostra a lógica de decisão seguida pela equipe de engenharia da Brightstar ao receber um desenho deste projeto com requisitos de "anodização em aço":

Solução detalhada de revestimento de óxido negro para aço
Quando um cliente insiste em uma cor "preta" e o material é aço (como Q235B, 59CrV4), o processo de acabamento superficial que recomendamos é óxido negro, às vezes também chamado de "escurecimento".
Por que escolher o óxido negro?
O princípio do escurecimento do aço (óxido negro) é o seguinte: a peça de aço é imersa em uma solução alcalina quente oxidante (tipicamente contendo hidróxido de sódio e nitrito de sódio) a aproximadamente 140°C. Sob a ação do agente oxidante, a superfície do aço gera uma película fina de magnetita densa (Fe₃O₄). A reação principal é: o ferro reage com nitrito de sódio em ambiente alcalino, formando primeiro ferrita de sódio (Na₂FeO₂) e ferrato de sódio (Na₂Fe₂O₄), que então hidrolisam para formar precipitado preto de Fe₃O₄ que adere firmemente à superfície da peça, criando uma película protetora preta compacta. Isso o torna particularmente adequado para o tratamento superficial de peças de aço de precisão.
Embora tanto a anodizização do aço (tentada) quanto o escurecimento do aço produzam a mesma composição química, Fe₃O₄, o "método de formação" e a "estrutura do filme" são completamente diferentes, resultando em desempenhos muito distintos. Sob condições de anodização ácida (passando corrente pela superfície do aço como ânodo), além de formar Fe₃O₄, ocorre simultaneamente uma violenta reação de evolução do oxigênio, com bolhas de gás impactando constantemente o filme em crescimento, criando furos e microfissuras. O pH na região do ânodo cai abruptamente, e o Fe₃O₄ fica instável sob condições fortemente ácidas, dissolvendo-se parcialmente e destruindo ainda mais a integridade do filme. Em contraste, o escurecimento químico ocorre em um ambiente alcalino quente e concentrado, permitindo que o Fe₃O₄ cresça por meio de "conversão lenta in situ" por meio de reações de oxidação-redução, sem impacto de bolhas nem dissolução, obtendo assim uma película protetora densa, intacta e fortemente aderente de Fe₃O₄. Simplificando: o Fe₃O₄ formado pelo escurecimento é uma camada protetora densa que "cresce" até o lugar; o Fe₃O₄ que a anodização tenta formar é uma camada solta de ferrugem "destruída" por bolhas de oxigênio. Mesma composição, estrutura diferente, performance oposta.
Por que escolher o tratamento com óxido negro para peças de aço
Claro, além da anodização, existem muitos outros métodos de tratamento de superfície para aço. Então, por que escolhemos óxido negro? Porque, para a maioria das peças de aço endurecido que exigem aparência preta e devem manter tolerâncias rígidas (como este projeto), o óxido preto é mais adequado para engenharia do que qualquer tinta ou revestimento.
Comparação de Dados: Óxido Preto vs. Outras Opções de Tratamento de Superfície
Para ajudar os clientes a entender por que recomendamos óxido negro, preparamos a seguinte tabela comparativa:
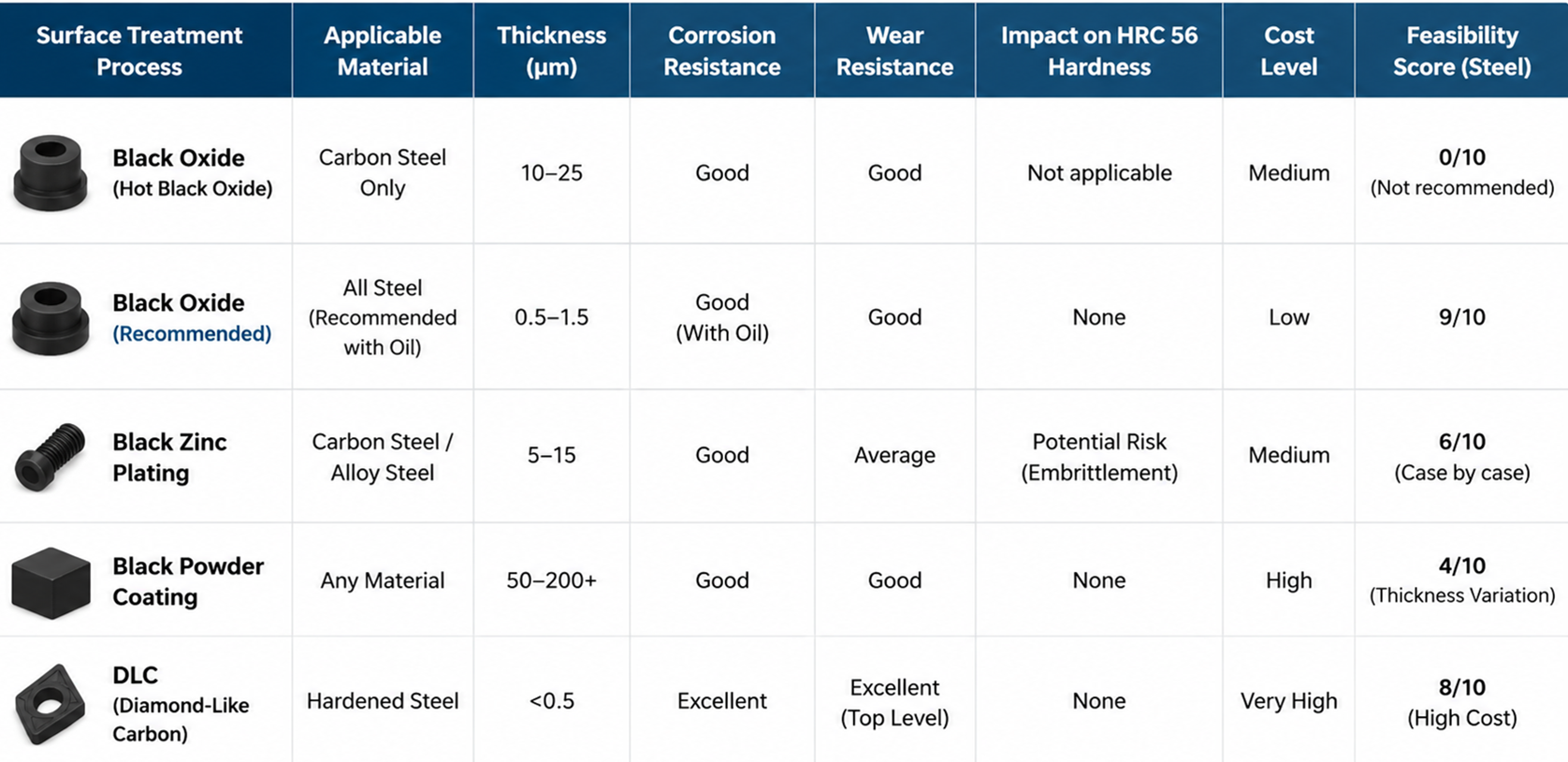
A partir dessa tabela, sabemos que o óxido negro alcança o melhor equilíbrio entre precisão dimensional, custo e compatibilidade de processos.
Estudo de Caso Brightstar: Mantendo a Tolerância HRC 56±2 e ISO 2768-f – Incluindo Acabamento Superficial com Óxido Preto
Desafios
As peças após carburação e têmpera são propensas a ovalidade ou empenamento (controle de deformação).
O material 59CrV4 é sensível a defeitos superficiais.
Óxido preto deve ser aplicado nas dimensões finais sem qualquer margem de retrabalho.
Nosso Processo de Execução
Revisão de engenharia: Descobri que a anodização era inviável e recomendou proativamente a troca para óxido negro.
Otimização de Tratamento Térmico: Utilizou material de usinagem levemente compensado (controle pré-deformação). Para a peça Q235B, deixamos o material original de 0,2mm antes de carburar, depois moemos com precisão até a tolerância final após a têmpera.
Ajuste da Sequência de Processo: Torneamento/fresagem → carburação e têmpera em regime de tormento → precisão de superfícies críticas de acoplamento → óxido negro → limpeza e embalagem finais.

Inspeção de Qualidade: Utilizou o testador de dureza Vickers para verificar a profundidade efetiva da camada endurecida de 0,35mm (encontro 0,3+0,1); As medições do CMM confirmaram que todas as dimensões atenderam à tolerância média ISO 2768-f.
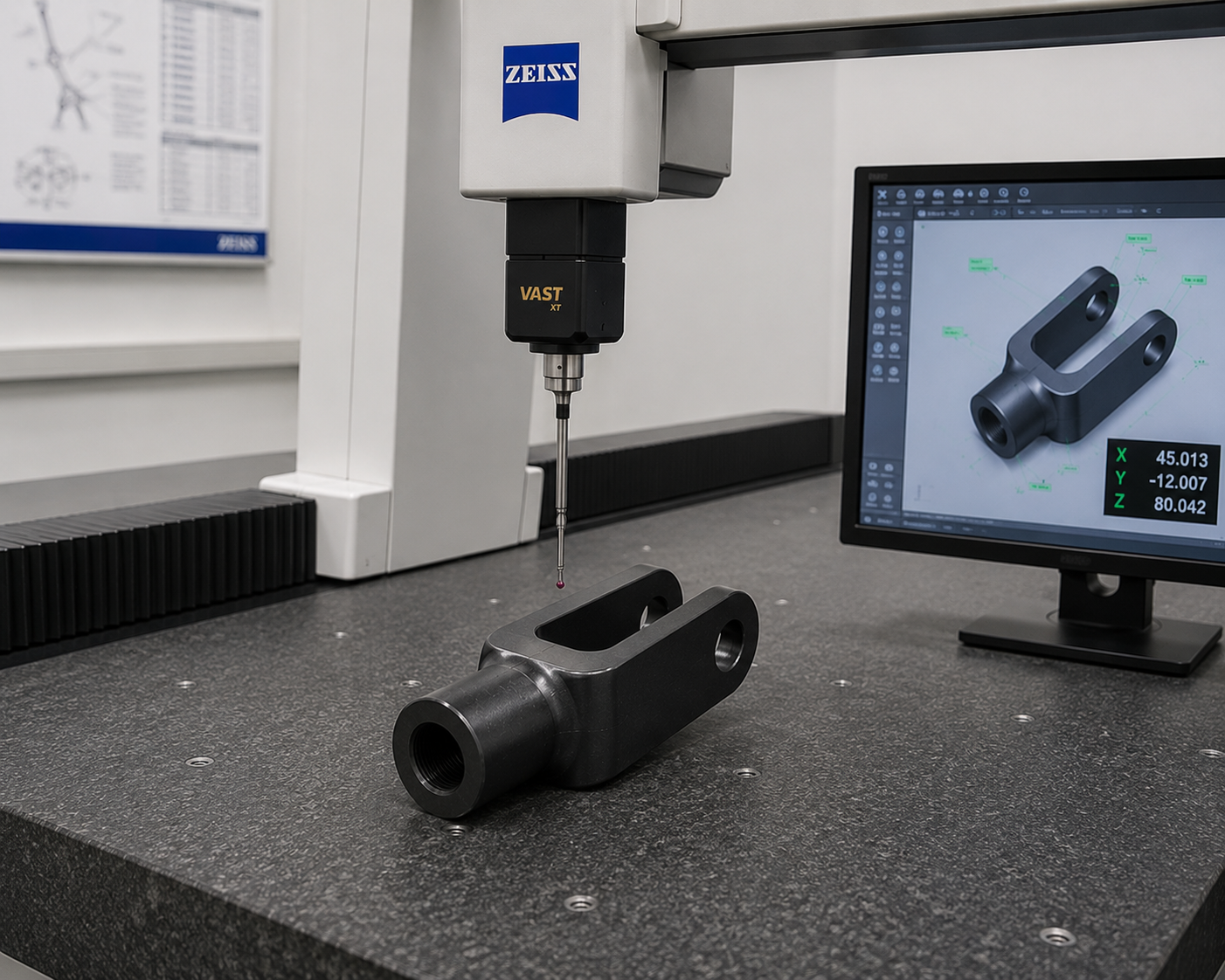
Resultados finais
Dureza: HRC 56±2 (excelente uniformidade)
Aparência: Preto profundo uniforme, fosco, sem manchas
Montagem: A liberação atendia totalmente aos requisitos de montagem do cliente
Feedback dos clientes: O acabamento superficial atendeu às expectativas.
Brightstar Prototype CNC Co., Ltd – Seu Parceiro de Engenharia de Acabamento de Superfícies
A Brightstar Prototype CNC Co., Ltd é certificada segundo o sistema de gestão de qualidade ISO 9001:2025. Nossa equipe de engenharia possui mais de 10 anos de experiência em usinagem de precisão e prototipagem rápida, especializada em projetos complexos envolvendo desajustes entre materiais e processos, tolerâncias rigorosas e tratamentos especiais de superfície.
As indústrias que atendemos incluem componentes automotivos, máquinas industriais, dispositivos médicos, robótica e outras. Em média, ajudamos clientes globais a evitar mais de 50 problemas potenciais causados por erros de especificação de projeto a cada ano.

FAQ: Perguntas Comuns de Engenharia sobre Tratamento de Superfícies de Aço
P1: O tratamento com óxido negro vai alterar as dimensões da peça?
R: Nem um pouco. A espessura do revestimento de óxido preto é de apenas 0,5–1,5 μm, o que é significativamente mais fino do que outros processos de acabamento superficial (por exemplo, revestimento de zinco: 5–15 μm, revestimento em pó: 50+ μm). Portanto, é particularmente adequado para peças que exigem tolerâncias apertadas, como a ISO 2768-f, sem necessidade de leificação secundária após o tratamento superficial.
P2: O óxido preto afeta a dureza original ou os resultados de tratamento térmico do aço?
R: Não. A temperatura do processo de óxido preto é aproximadamente 140°C, o que está bem abaixo da temperatura de têmpera do aço (tipicamente acima de 200°C). Portanto, não alterará a dureza HRC 56±2 nem afetará a profundidade efetiva da camada endurecida. Isso é diferente de processos que exigem altas temperaturas ou ambientes ácidos, como certos revestimentos ou anodização.
P3: Minha peça é aço mola 59CrV4. Óxido negro pode causar fragilização por hidrogênio?
R: Não. O processo de óxido negro não gera íons de hidrogênio e não apresenta risco de fragilização por hidrogênio. No entanto, se for usado conserva ou eletrodeposição (por exemplo, chapa de zinco), o assamento pós-placagem a 200°C por mais de 4 horas (alívio de hidrogênio) é obrigatório. Especificamos isso claramente em nosso planejamento de processos.
P4: Qual é o tamanho máximo de peça de aço que você consegue manusear?
R: Nosso equipamento CNC pode usinar peças de aço de até 1200 x 800 x 600 mm para uma única peça. O tratamento superficial (óxido negro) pode suportar partes de qualquer tamanho dentro desse envelope.
Não deixe seu próximo protótipo travar no tratamento de superfície
Não deixe que um "requisito de processo impossível" atrapalhe o progresso do seu desenvolvimento de produto. Na Brightstar Prototype CNC Co., Ltd, fazemos muito mais do que apenas cortar metal:
Revisão Gratuita de Engenharia: Envie seu desenho (material, tolerância, requisitos de tratamento de superfície) e analisaremos sua fabricabilidade em até 24 horas.
Sugestões de Otimização Proativa: Se encontrarmos um problema como "anodização em aço", forneceremos documentação técnica formal com soluções alternativas.
Prototipagem Rápida: Combinados com nossos serviços de prototipagem rápida, podemos entregar soluções completas, desde tratamento térmico até óxido negro em apenas 7 dias.
Aja agora:
Envie sua RFQ ou desenho para ann@brightrapid.com
Ou visite nosso site: https://www.brightrapid.com
Deixe que a capacidade profissional de acabamento de superfícies proteja seus componentes de precisão.
Aviso de Direitos Autorais: Este artigo é original da Brightstar Prototype CNC Co., Ltd e é baseado em um caso real de projeto. As comparações de dados vêm de testes internos e normas públicas da indústria (ASTM B117, ISO 27830). A reprodução não autorizada é proibida.
Referências
1. De acordo com o Manual ASM, Volume 5: Engenharia de Superfícies, "Ferro e suas ligas sob condições de anodização ácida formam produtos de oxidação instáveis, porosos e geralmente não protetores, que são completamente diferentes do filme denso de óxido de alumínio no alumínio. Portanto, a anodização não é comercialmente usada para tratar aço." — ASM International, 1994, p. 482.
2. SME (Sociedade de Engenheiros de Manufatura). "Custo da Qualidade em Levantamento de Engenharia de Superfícies", 2022. p. 45.