Entendendo a Capacidade de Usinagem ±0,005 mm: O que ela realmente significa em íons re Product ais CNC
Alguns meses atrás, um engenheiro de uma empresa europeia de equipamentos de automação nos enviou um RFQ para um componente complexo de alumínio.
À primeira vista, a peça parecia bastante padrão. O material era alumínio 7075, a geometria não era particularmente complicada, e a quantidade era de apenas 50 peças para uma montagem piloto.
Então abrimos o desenho, e uma nota imediatamente chamou nossa atenção: ±0,005 mm — em múltiplas características críticas ao longo da peça.
Não só em um assento de rolamento. Não apenas em um recurso de localização. Em um conjunto completo de características que determinariam como a montagem funcionaria.
A suposição do engenheiro era compreensível. Se tolerâncias mais apertadas forem melhores, por que não especificar ±0,005 mm em tudo que importa?
No entanto, esse é um dos mal-entendidos mais comuns que vemos em projetos de usinagem CNC.
A realidade é que alcançar ±0,005 mm é possível, mas se é necessário, econômico ou até benéfico depende inteiramente da função da peça.
Neste artigo, vamos explicar o que realmente significa capacidade de usinagem de ±0,005 mm, onde ela é realmente necessária, quais fatores determinam se ela pode ser alcançada de forma consistente e como os engenheiros podem evitar custos de fabricação desnecessários enquanto ainda atendem aos requisitos de desempenho.
A diferença entre "pode alcançar" e "pode manter"
Um dos maiores equívocos na usinagem de precisão é confundir capacidade de máquina com capacidade de produção.
Muitos fornecedores de CNC anunciam:
±0,01 mm — ±0,005 mm — mesmo ±0,002 mm
Tecnicamente, esses números podem ser alcançáveis sob condições ideais.
Mas engenheiros raramente compram uma peça perfeita.
Eles compram: 20 protótipos — 200 peças de produção — 2.000 peças de volume anual.
A verdadeira questão não é: "Você pode usinar uma característica para ±0,005 mm?"
A verdadeira questão é: "Você consegue manter essa tolerância de forma consistente em todas as partes?"
É aí que muitos projetos se tornam desafiadores.
Já vimos situações em que uma máquina poderia produzir um primeiro artigo perfeito, mas variações dimensionais surgiram gradualmente durante a produção devido ao desgaste da ferramenta, crescimento térmico, tensão do material ou movimento do equipamento.
Por essa razão, fabricantes experientes focam menos na precisão máxima e mais na estabilidade do processo.
Em ambientes de produção, a consistência costuma ser mais valiosa do que buscar o menor número possível em um desenho.
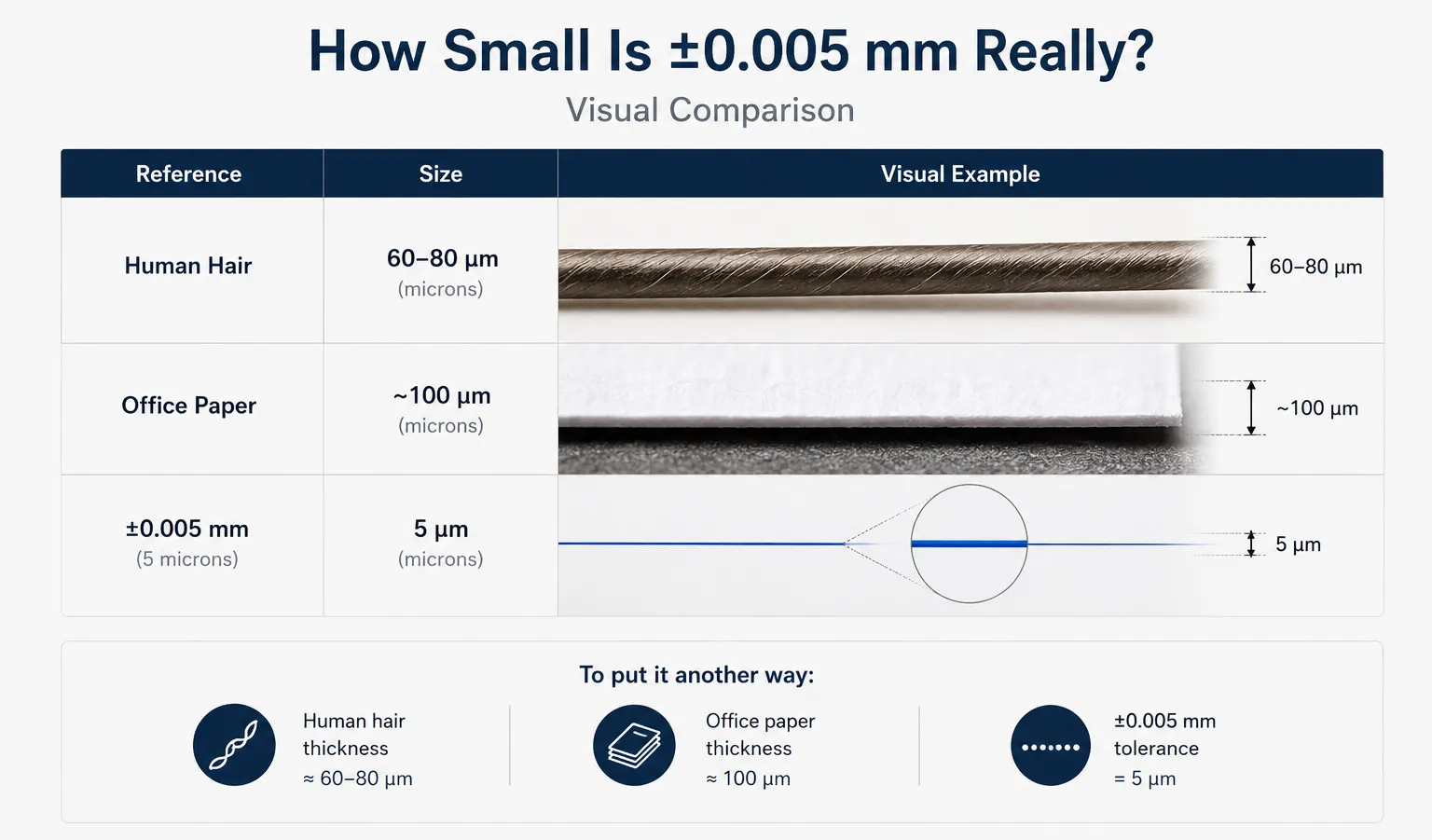
Quão pequeno é realmente ±0,005 mm?
A maioria das pessoas sabe que ±0,005 mm é apertado.
Pouquíssimos realmente visualizam o quão apertado está.
Um fio de cabelo humano tem tipicamente cerca de 60-80 micrômetros de diâmetro. ±0,005 mm equivale a apenas 5 micrômetros.
Isso significa que toda a variação permitida tem cerca de 1/10 a 1/20 da espessura de um cabelo humano.
| Referência | Tamanho Aproximado |
|---|---|
| Cabelo Humano | 60-80 μm |
| Espessura do Papel de Escritório | 80-100 μm |
| ±0,005 mm Tolerância | 5 μm |
Quando as tolerâncias atingem esse nível, a usinagem não se resume mais apenas a cortar material.
Temperatura da máquina, condição do eixo, rigidez do aparelho, desgaste da ferramenta, incerteza da medição e até mesmo temperatura ambiente da oficina podem começar a influenciar o resultado.
Por isso, a usinagem de tolerância apertada exige um sistema de fabricação completo, e não apenas uma máquina CNC de alta qualidade.
Quando ±0,005 mm é realmente necessário?
Na nossa experiência, muitos desenhos especificam tolerâncias ultra-rigorosas simplesmente porque foram copiados de designs mais antigos.
A tolerância parece impressionante, mas pode não contribuir para o desempenho do produto.
Por exemplo, uma placa de montagem de equipamento raramente se beneficia de uma tolerância de perfil de ±0,005 mm. Se a dimensão é 50.000 mm ou 50.015 mm muitas vezes não faz diferença.
Por outro lado, alguns recursos realmente exigem esse nível de controle.
Exemplos típicos incluem:
Ajustes de rolamento
Superfícies de localização de precisão
Componentes de alinhamento óptico
Peças de equipamentos semicondutores
Recursos de posicionamento de dispositivos médicos
Conjuntos robóticos de alta precisão
O princípio chave é simples: Apply tolerâncias rigorosas apenas onde elas afetam a função.
Todo o resto deve ser relaxado sempre que possível.
Um desenho bem otimizado frequentemente reduz o custo de usinagem sem alterar o desempenho do produto.
Por que tolerâncias rígidas aumentam o custo de usinagem CNC
Uma pergunta que ouvimos frequentemente dos gerentes de compras é:
"Se sua máquina consegue atingir ±0,005 mm, por que o preço aumenta tanto em comparação com ±0,02 mm?"
A resposta é simples: porque o custo de usinagem não é determinado pela própria máquina. Ela é determinada pelo processo necessário para alcançar o resultado de forma consistente.
Imagine dois componentes de alumínio.
A Parte A requer tolerância de ±0,05 mm. A Parte B requer ±0,005 mm.
À primeira vista, a diferença parece ser de apenas 0,045 mm.
Na realidade, o processo de fabricação pode ser completamente diferente.
Para um componente de tolerância padrão, um usineiro pode completar a característica em uma única operação de acabamento.
Para uma característica de ±0,005 mm, o processo frequentemente envolve:
Operações adicionais de semi-acabamento
Redução dos parâmetros de corte
Compensação de ferramentas mais frequente
Medições adicionais em processo
Requisitos mais altos de inspeção
Aumento do risco de sucata
Quanto mais apertada a tolerância, menor a margem de erro.
Uma dimensão 0,006 mm acima do tamanho pode ser completamente aceitável em um desenho e completamente rejeitada em outro.
Por isso, os engenheiros devem enxergar a tolerância como uma ferramenta de projeto, e não como um indicador de qualidade.
Uma tolerância mais apertada não cria automaticamente um produto melhor. Isso simplesmente cria uma exigência de fabricação mais rigorosa.
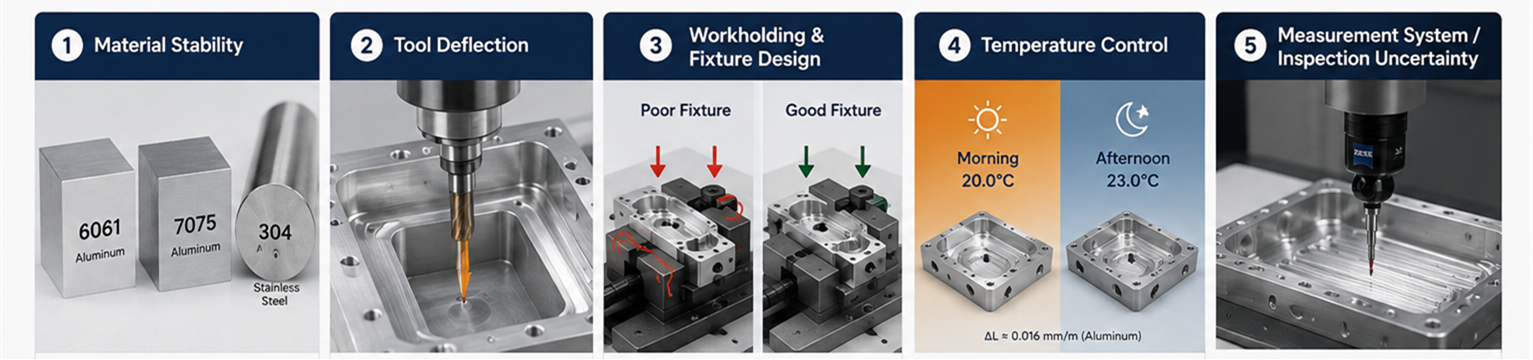
Os cinco fatores que mais comumente afetam a usinagem CNC de precisão
Muitas pessoas assumem que a usinagem de precisão depende apenas da máquina CNC.
Na realidade, a máquina é apenas uma peça do quebra-cabeça.
1. Estabilidade do Material
Nem todos os materiais se comportam da mesma forma durante a usinagem.
Por exemplo, o alumínio 6061 é geralmente muito estável e fácil de usinar. O alumínio 7075 oferece maior resistência, mas pode gerar mais tensão interna, especialmente em grandes componentes aeroespaciais com remoção significativa de material.
O aço inoxidável apresenta diferentes desafios. Geração de calor, endurecimento e resistência ao corte aumentam em comparação com o alumínio.
Por isso, a mesma tolerância pode ser fácil de alcançar em um material e muito mais difícil em outro.
2. Deflexão de Ferramentas
Um dos maiores desafios na fresagem CNC de precisão é a deflexão de ferramentas.
Considere um bolso profundo usinado em uma carcaça de alumínio. Quanto mais profunda a cavidade se torna, mais o cortador deve se estender a partir do fuso.
Mesmo que a precisão do posicionamento da máquina seja perfeita, a ferramenta de corte pode se dobrar levemente sob força de corte.
Em características rasas, esse efeito é desprezível. Em cavidades profundas, pode facilmente influenciar a precisão dimensional e o acabamento superficial.
Essa é uma das razões pelas quais engenheiros experientes de CNC frequentemente redesenham caminhos de ferramenta, em vez de simplesmente desacelerar a máquina.
3. Fixação de Peças e Design de Fixação
Em muitos projetos, o dispositivo determina o sucesso mais do que a máquina.
Uma vez usinamos um componente estrutural leve de alumínio com mais de 80% de remoção de material.
A estratégia inicial de usinagem parecia correta. As dimensões eram aceitáveis após o desbaste.
No entanto, após o término, a peça consistentemente se movia fora da tolerância.
A causa raiz não foi a máquina. O problema era o estresse induzido por luminárias.
Após redesenhar o dispositivo e alterar a sequência de usinagem, a estabilidade dimensional melhorou drasticamente.
Essa experiência reforçou uma lição que todo engenheiro de usinagem acaba aprendendo: uma máquina de precisão não pode compensar a má fixação do trabalho.
4. Controle de Temperatura
Com tolerâncias apertadas, a temperatura se torna surpreendentemente importante.
O metal se expande e contrai com as mudanças de temperatura. Um grande componente de alumínio usinado pela manhã pode não se comportar exatamente como um medido no final da tarde.
Para projetos de ultra-precisão, os fabricantes frequentemente:
Estabilizar a temperatura da oficina
Allow peças para descansar antes da inspeção
Ambientes de medição de controle
Uso de equipamentos de inspeção calibrados
Essas etapas podem parecer excessivas, mas se tornam essenciais quando as tolerâncias entram na faixa de micrômetros.
5. Sistema de Medição e Incerteza de Inspeção
A ±0,005 mm, o próprio método de inspeção torna-se crítico.
Uma CMM com incerteza de ±0,002 mm já consome quase metade da faixa de tolerância. Sem um ambiente controlado, equipamentos calibrados e GR&R comprovado, você não está verificando a tolerância — está estimando.
Por isso, para trabalhos de tolerância apertada, a inspeção deve ser tratada como parte do processo de fabricação, e não como um pensamento tardio.
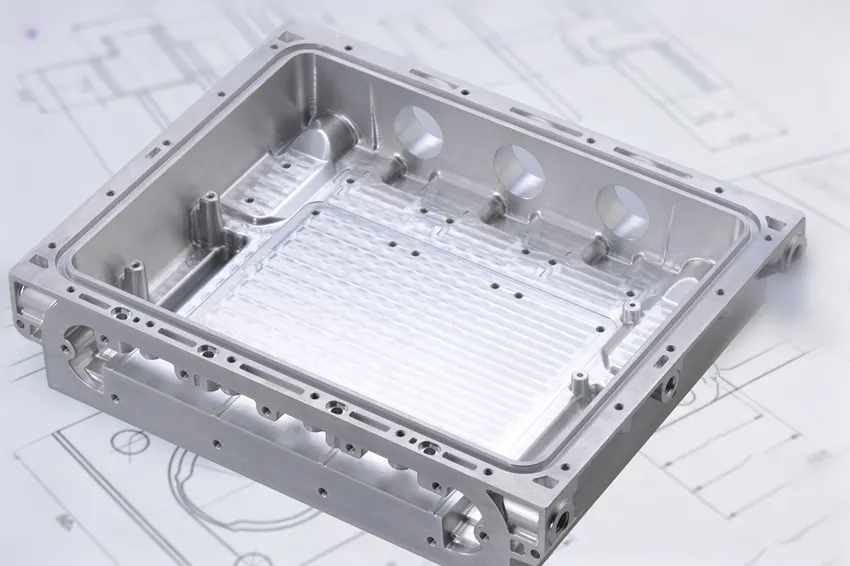
Um exemplo real: alcançar ±0,005 mm em um componente complexo de alumínio
Há um tempo, trabalhamos em uma base de gabinete de alumínio para equipamentos de automação.
Possuía múltiplas características de localização, bolsos usinados profundos e relações posicionais estreitas entre as características. Várias dimensões críticas foram indicadas em ±0,005 mm.
À primeira vista, você poderia pensar que o desafio era manter esse número em um único recurso. Mas na produção real, raramente essa é a parte difícil.
O verdadeiro desafio era este: a peça exigia múltiplas operações de usinagem com recuperação de material. Cada vez que você reposiciona a peça, corre o risco de perder a relação posicional entre as características. Em uma peça com requisitos posicionais de ±0,005 mm entre bolsas profundas e superfícies de localização, esse risco se acumula rapidamente.
É isso que ±0,005 mm realmente significa na produção — não apenas se uma máquina pode atingir um número, mas se o processo pode sobreviver a múltiplas configurações, alívio de estresse, desgaste de ferramentas e mudanças térmicas.
Veja o que fizemos para que funcionasse:
Em vez de ir direto para o final, adicionamos uma passagem semi-final. Isso permitia que o material relaxasse antes do corte final.
Também fizemos mandíbulas macias dedicadas para que cada peça fosse presa exatamente da mesma forma — sem dúvida do operador.
Equilibramos a remoção do material durante o desbaste alternando cortes e evitando remoções pesadas apenas de um lado, o que evitou empenamento quando as tensões internas foram liberadas.
E usamos a CMM para verificar não apenas dimensões individuais, mas as relações posicionais entre operações — com atenção cuidadosa à incerteza da medição e ao controle ambiental.
O primeiro lote passou. Mais importante ainda, quando o volume aumentou depois, o processo permaneceu estável — sem surpresas.
E isso, para mim, é o que entender ± capacidade de 0,005 mm realmente significa:
Não se trata de conseguir fazer uma boa parte. É sobre se você consegue fazer os próximos cem do mesmo jeito, sem lutar contra o processo toda vez.

Como os Compradores Devem Avaliar Alegações de Tolerância CNC
Muitos fornecedores de CNC anunciam números impressionantes de tolerância.
Antes de tomar uma decisão sobre fornecedores, considere perguntar:
Quais dimensões podem realisticamente alcançar ±0,005 mm?
A capacidade de tolerância é verificada pela inspeção do CMM?
A tolerância é alcançável em produção ou apenas em quantidades de protótipo?
Quais materiais estão incluídos nessa reivindicação de capacidade?
O fornecedor pode fornecer relatórios de inspeção?
Essas perguntas geralmente revelam mais sobre a capacidade real do fornecedor do que a própria alegação de tolerância.
Um fornecedor que discute abertamente as limitações do processo costuma ser mais confiável do que um que promete precisão em nível de micrômetro em cada projeto.
Fresagem CNC de Precisão É sobre Controle de Processo
A lição mais importante é esta:
Usinagem de precisão não é sobre uma única máquina. Trata-se de controlar todo um processo de fabricação.
A capacidade da máquina importa. A escolha de ferramentas importa. O design dos luminários importa. A inspeção é importante. Experiência em engenharia importa.
Quando todos esses elementos trabalham juntos, alcançar tolerâncias apertadas torna-se repetível, e não acidental.
Para indústrias como dispositivos médicos, robótica, equipamentos semicondutores, componentes aeroespaciais e sistemas de automação, essa consistência é o que, em última análise, determina a qualidade do produto e o sucesso da produção.
Precisa de ajuda para avaliar requisitos de tolerância rigorosa?
Muitos desenhos especificam tolerâncias extremamente rigorosas simplesmente porque foram copiados de projetos anteriores ou padrões internos.
Em alguns casos, relaxar uma tolerância não crítica pode reduzir o custo de usinagem em 20% a 40% sem afetar o desempenho do produto.
Na Brightstar Prototype CNC Co., Ltd., nossa equipe de engenharia revisa regularmente os desenhos dos clientes para identificar:
Dimensões críticas
Riscos de fabricabilidade
Oportunidades de redução de custos
Possibilidades de otimização de tolerâncias
Seja para fresagem CNC de precisão, usinagem CNC de 5 eixos ou fabricação complexa de componentes de alumínio, podemos ajudar a avaliar seu projeto antes do início da produção.
Envie seus desenhos hoje mesmo para uma revisão gratuita de manufaturabilidade e orçamento.
FAQ
A usinagem CNC realmente consegue alcançar ±0,005 mm?
Sim. No entanto, se essa tolerância pode ser alcançada de forma consistente depende do material, geometria, capacidade da máquina, fixação e métodos de inspeção.
Cada dimensão precisa de ±0,005 mm?
Não. Tolerâncias rigorosas devem ser aplicadas apenas a recursos que afetam diretamente a função, montagem ou desempenho do produto.
Quais materiais são melhores para usinagem CNC de alta precisão?
Alumínio 6061, alumínio 7075, certos aços inoxidáveis e plásticos de engenharia como PEEK são comumente usados para aplicações de usinagem de precisão.
±0,005 mm é possível em usinagem CNC de 5 eixos?
Sim. Em muitas peças complexas, a usinagem CNC de 5 eixos pode, na verdade, melhorar a precisão dimensional ao reduzir configurações e minimizar erros cumulativos.
Como posso determinar se meu desenho está supertolerado?
Uma revisão de fabricabilidade feita por um fornecedor experiente em usinagem CNC pode ajudar a identificar dimensões que podem ser relaxadas sem afetar o desempenho do produto.
Aviso legal
As informações fornecidas neste artigo são apenas para fins gerais de referência em engenharia e manufatura. As tolerâncias reais alcançáveis podem variar dependendo da geometria da peça, características do material, condição da máquina, requisitos de inspeção e ambiente de produção. Recomendações específicas de projeto devem sempre ser revisadas com engenheiros de manufatura qualificados.